




उत्पादनहरू
-

FQ शृङ्खला रोटरी फ्लाई नाइफ कटर
PLC कार्यक्रम नियन्त्रण काट्ने कार्य, तीन प्रकारको काट्ने मोड छ: लम्बाइ काट्ने, समय काट्ने र निरन्तर काट्ने, अनलाइन विभिन्न लम्बाइ काट्ने आवश्यकताहरू पूरा गर्न सक्छ।
-

तान्ने र उडाउने चक्कु काट्ने मेसिन
यो मेसिन सानो सटीक ट्यूब तान्न र अनलाइन काट्न, उच्च गतिको सर्वो मोटर पुलर र फ्लाई नाइफ कटर एउटै फ्रेममा, कम्प्याक्ट संरचना र सुविधाजनक सञ्चालनको लागि प्रयोग गरिन्छ।
-

SC श्रृंखला फलो-अप स ब्लेड कटर
काट्दा एक्सट्रुजन उत्पादनको साथ काट्ने प्लेटफर्मको फलो-अप, र काट्ने काम सकिएपछि मूल स्थितिमा फर्काइयो। सङ्कलन प्लेटफर्म पछ्याइयो।
-

SPS-Dh अटो प्रेसिजन वाइन्डिङ डिस्प्लेसमेन्ट कोइलर
यो कोइलिङ मेसिनले वाइन्डिङ डिस्प्लेसमेन्ट, PLC प्रोग्रामद्वारा नियन्त्रित कोइलिङ, पूर्ण सर्वो ड्राइभिङ डबल पोजिसन कोइलिङ नियन्त्रण गर्न प्रेसिजन सर्वो स्लाइडिङ रेल अपनाउँछ। HMI प्यानलमा इनपुट ट्यूब OD पछि मेसिनले स्वचालित रूपमा उचित कोइलिङ र वाइन्डिङ डिस्प्लेसमेन्ट गति प्राप्त गर्नेछ।
-
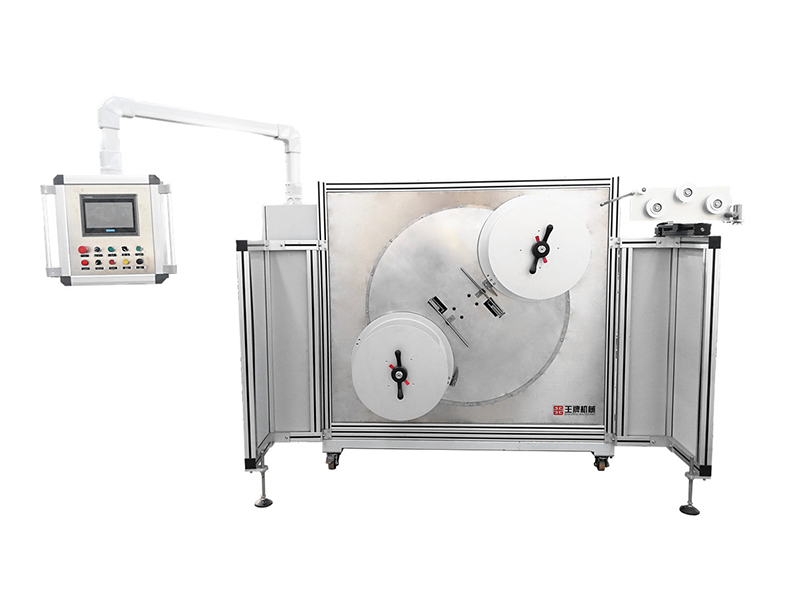
सटीक ट्राभर्स विस्थापन अटो-स्पूल परिवर्तन गर्ने कोइलिङ मेसिन
सटीक ट्राभर्स विस्थापन अटो-स्पूल परिवर्तन गर्ने कोइलिङ मेसिन
ट्यूब एक्सट्रुडिङ गति ६० मिटर/मिनेट भन्दा बढी हुँदा म्यानुअल कोइल/स्पूल परिवर्तन लगभग असम्भव छ। २०१६ मा, हामीले पूर्ण स्वचालित कोइल/स्पूल परिवर्तन गर्ने वाइन्डिङ मेसिन विकास गर्यौं, जुन विभिन्न उच्च-गति परिशुद्धता ट्यूब एक्सट्रुजनको कोइल/स्पूल परिवर्तन प्रक्रिया समस्याहरू समाधान गर्न प्रयोग गरिन्छ। -

शाफ्ट प्रकार घुमाउने मेसिन
दोहोरो स्टेशन संरचना, मेकानिकल चिल्लो रड ट्र्याभर्स व्यवस्था, प्रयोगकर्ताहरूले फरक सामग्री, संरचना, रीलको आकार छनौट गर्न सक्छन्, पाइप उत्पादनहरू एक्सट्रुजन उत्पादन लाइन अर्ध-स्वचालित घुमाउरो महसुस गर्न सक्छन्।
-
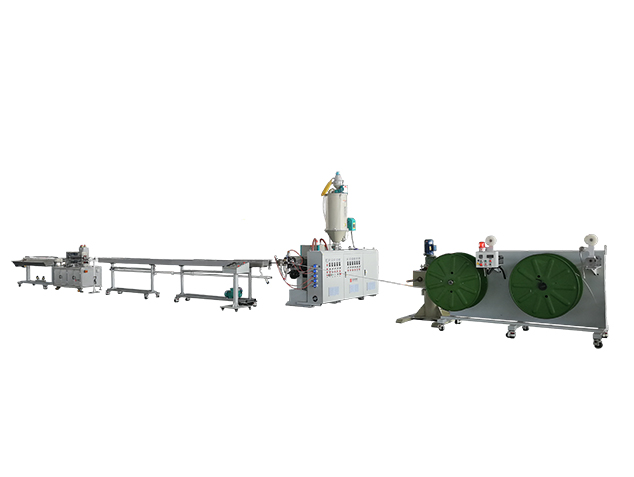
स्टील वायर/स्टिल स्ट्र्यान्ड/धातु नालीदार पाइप/क्षतिपूर्ति चेन कोटिंग एक्सट्रुजन लाइन
यस प्रकारको प्लास्टिक कोटिंग उत्पादनहरूमा अटोमोबाइल केबल, प्रिस्ट्रेस्ड स्टील स्ट्र्यान्ड, धातु नालीदार पाइप कोटिंग, क्षतिपूर्ति चेन कोटिंग आदि हुन्छन्। कोटिंग उपकरणको कम्प्याक्ट डिग्री अनुसार उच्च चाप कोटिंग वा कम चाप कोटिंग छनौट गर्नुहोस्।
-

धातु पाइप कोटिंग एक्सट्रुजन लाइन
BAOD EXTRUSION द्वारा डिजाइन र निर्मित, यो उत्पादन लाइन सामान्य फलामको पाइप, स्टेनलेस स्टील पाइप, आल्मुनियम पाइप/बार, आदि वरिपरि PVC, PE, PP वा ABS को एक वा बढी तहहरू कोट गर्न डिजाइन गरिएको हो। प्लास्टिक कोटिंग पाइप सजावट, ताप इन्सुलेशन, एन्टी-कोरोसन र अटोमोबाइल उद्योगमा प्रयोग गरिन्छ।
-
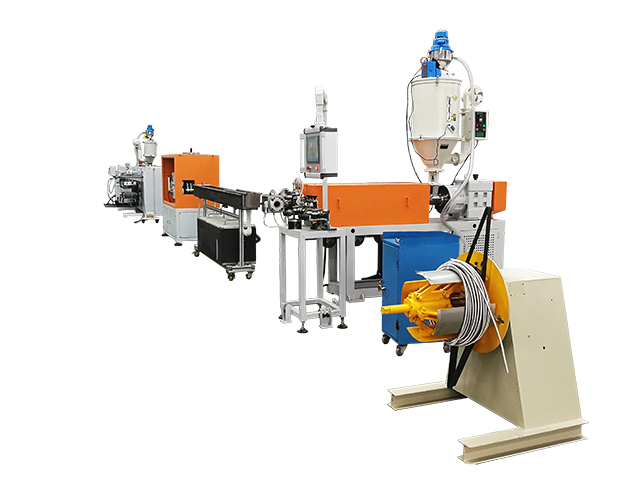
ब्रेडेड रिइन्फोर्स्ड कम्पोजिट होज/ट्यूब एक्सट्रुजन लाइन
दुई प्रकारका एक्सट्रुजन प्रक्रियाहरू छन्:
दुई-चरण विधि: भित्री तह ट्यूब एक्सट्रुजन र वाइन्डिङ → अनवाइन्डिङ ब्रेडिङ → बाहिरी तह कोटिंग अनवाइन्डिङ र वाइन्डिङ/काट्ने;
एक-चरण विधि: भित्री ट्यूब बाहिर निकाल्ने → अनलाइन ब्रेडिङ → अनलाइन कोटिंग बाहिरी तह बाहिर निकाल्ने → घुमाउने/काट्ने।